電話:0769-8382 9622 電話:0769-8339 0879 傳真:0769-8397 0016 網(wǎng)址:www.rootbeerfloatsorangecountyca.com
地址:廣東省東莞市常平鎮(zhèn)司馬合和路1號(hào)廠房4棟101室 電話:0769-8382 9622 8339 0879 傳真:0769-8397 0016 郵箱:sales@springmachinery.com
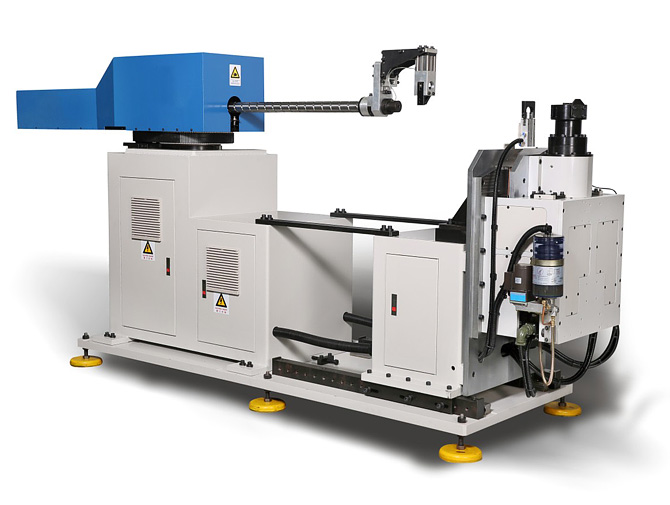
3D折彎?rùn)C(jī) 數(shù)控折彎?rùn)C(jī) 數(shù)控彈簧機(jī)